
成都塑料桶不容易轻易破碎的7大原因介绍:1、塑料桶是高分子有机化合物。2、塑料桶可以多种型态存在例如液体固体胶体溶液等。3、塑料桶可以成形。4、塑料桶种类繁多因为不同的单体组成所以造成不同之塑料。5、...
欢迎访问成都冰川水晶塑料包装有限公司网站!
您暂无未读询盘信息!
请您登录网站后台查看!

西北地区
大型的物资租赁企业
13551023327
欢迎访问成都冰川水晶塑料包装有限公司网站!
西北地区
大型的物资租赁企业



专注塑料包装质量 打造高品质产品
精工品质,色泽多样!
匠心工艺,铸就品质!
专业的技术团队,准时交货!

严格的制作流程,严谨的工艺态度。
严格的制作流程,严谨的工艺态度。
冰川水晶塑料包装行业经验丰富,主要生产化工桶,塑料桶,乳胶等产品;自建现代化生产厂房,拥有几十位专业技术团队,为所有客户提供整套解决方案。
抗跌落指数超出正常标准2倍,实验从5米跌落,不开裂,原材料无味、防水蒸汽性强,广泛应用于食品、化工包装,防渗透性强、耐腐蚀、不易变形、不褪色。标准化货架生产线
专业生产流水线,上千家客户案例,可承接加急订单,客户可上门验货,试验产品优良性后即可出货,与专业物流公司合作,市内上门送货,随时解决服务需求。
产品质保1年,客服在线,随时解答客户的疑问。如产品质量有问题,在接通知时间起 内处理为您排忧解难,让您无后顾之忧。


严格的制作流程,严谨的工艺态度。
 化工桶案例
化工桶案例
化工桶大多是用塑料制造而成,一般又叫塑料化工桶和塑胶化工桶,是运用科学**研制吹塑而成,色泽多样,外形美观大方,在耐酸碱,耐 腐蚀,防泄漏,不退色,不变形等方面达到包装性指标,是目前化工产品包装材料远...
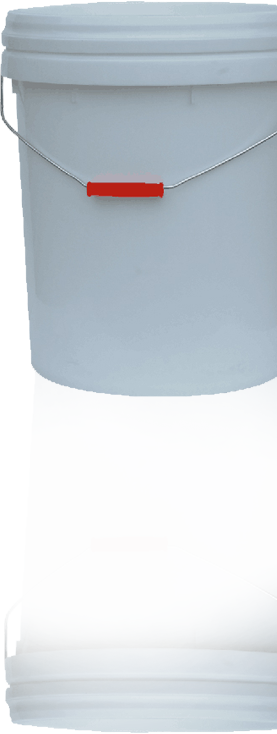
 塑料桶案例
塑料桶案例
塑胶包装桶具有良好的特性,它有不易碎、不生锈、质轻等特点,而且耐油、耐强腐蚀性能好优异。多 用于需要保温、防潮、耐压、抗腐蚀的危险品包装。
 涂料桶案例
涂料桶案例
塑料桶的主要原料是聚乙烯,简称PE,是乙烯进行加聚而成的高分子有机化合物。聚乙烯是**上公认的接触食品**材料,**、无味、无臭,符合食品包装卫生标准。聚乙烯薄膜,轻盈透明,具有防潮、抗氧、耐酸、耐碱...
 塑料包装桶案例
塑料包装桶案例
塑料包装桶的材料多采用聚乙烯、聚丙烯、聚酯等塑料吹塑、注塑、吸塑、滚塑而成,多用于盛装化工、农药、医药、食品、五金电子、机电等行业液体、固体物品。规格从0.25L--220L开闭口塑料桶及1000L集...
严格的制作流程,严谨的工艺态度。
公司注册资金(万)
公司自有仓库(㎡)
合作客户


严格的制作流程,严谨的工艺态度。




严格的制作流程,严谨的工艺态度。














